Seit wenigen Tagen ist bei Fenster Ruoff in Bodelshausen eine neue Schweiß-Putz-Linie in Betrieb, das Kernstück ist die vorgeschaltete Dichtungsfräsmaschine, durch die die Dichtungsecken weich bleiben. GFF hat sich beim Vororttermin die neuen Anlagen erklären lassen.



Als würde er die Arbeit schon jahrelang machen, greift sich der Produktionsmitarbeiter zwei Profilstäbe aus dem Sortierwagen und schiebt sie, von einer Metallplatte getrennt, in die Bearbeitungsöffnung der neuen Dichtungsfräsmaschine. Nur blaue und gelbe Druckluftschläuche, orange Hebel sowie drei gelbe Warndreiecke „Hier nicht die Hand hineinbringen!“ heben sich von der monoton hellgrauen Anlage, nicht größer als zwei Waschmaschinen, ab. Klack, klack. Zwei Pneumatikspanner fixieren je einen Profilstab von oben und von der Seite. Der Arbeiter greift sich zwei weitere Profile und legt diese ins Fach daneben. Derselbe Ablauf. Wenig später surrt eine orange Frässcheibe von links nach rechts über die Profilenden. Kleine Schnitte, mehr nicht. Der Arbeiter entnimmt die Profile, dreht sie um. Das Spiel beginnt von vorne. Klack, klack, die Fräse surrt. Fertig. Die Maschine wirkt wenig spektakulär, doch für Wolfgang Ruoff, der bei Ruoff Fenster in Bodelshausen die Kunststoffenster-Fertigung verantwortet, war sie der entscheidende Grund, warum er sich bei der nagelneuen Schweiß-Putz-Linie des Unternehmens – die alte von 1993 ist inzwischen in die Jahre gekommen – für den Hersteller Urban entschied, dessen Schriftzug in giftgrünen Lettern von den Anlagen prangt. „Sonst wäre die Wahl wohl auf einen anderen Hersteller gefallen“, deutet Ruoff an.
Auf die Ecken kommt es an
Warum diese, der eigentlichen Schweiß-Putz-Linie vorgeschaltete, Maschine so wichtig ist, führt er sogleich aus. „Durch die Hinterfräsung der Dichtung bekommen wir nach dem Schweißvorgang weiche Dichtungsecken.“ Bisher sei ein Stempel von oben gekommen und habe die Dichtung beim Schweißen nach unten gedrückt. Die Folge: unerwünschte, harte Ecken. Eine wichtige Rolle spielt dieses Qualitätsmerkmal bei dem neuen Gealan S 9000-Profil mit Mitteldichtungssteg, das Ruoff verarbeiten möchte. „Ich hatte Sorge, wie sich die labberige Mitteldichtung verschweißen lässt“, offenbart Ruoff. Mit der Dichtungsfräsmaschine stimme aber die Qualität, die Eckenverschweißung klappe problemlos.
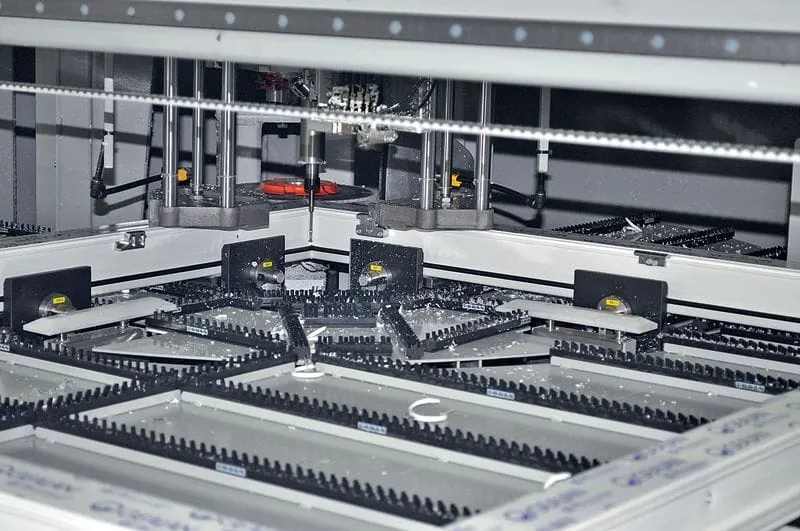
Inzwischen spannt der Mitarbeiter die vier Schenkel, die einen Rahmen ergeben, zwischen die vier Köpfe der neuen Schweißanlage, die sich wie kleine Türme über die Anlage erheben. Diese steht unmittelbar neben der Dichtungsfräse. Zuvor platziert der Mitarbeiter noch die zum Profil passenden Schweißzulagen an den Schweißköpfen. „Dadurch wird der Anpressdruck gleichmäßig auf das Profil verteilt“, erklärt Ruoff. Kurz danach fahren zeitgleich vier bräunliche Platten, die Schweißspiegel, zwischen die Profilecken. Unmerklich erhitzen diese den Kunststoff. Nach einiger Zeit fahren die Spiegel zurück, die Anlage presst den Rahmen zusammen. Fertig. „Zwei Minuten dauert der Vorgang“, führt Ruoff aus.
Größere Elemente möglich
Mit der neuen Anlage sind größere Schweißmaße möglich. „Wir können bis zu drei mal zweieinhalb Meter große Rahmen vollautomatisch in der Schweißanlage fertigen“, sagt Ruoff, der den Wunsch nach immer größeren Elementen kennt. Zuvor seien nur maximal anderthalb mal zweieinhalb Meter große Fenster möglich gewesen. Vollautomatisch fährt der verschweißte Rahmen über ein Förderband direkt zur Verputzmaschine. Diese ist mit ihren Werkzeugen in der Lage, die Beschlagbohrung für die Verbindung von Rahmen und Flügel auszuführen. Bisher erledigte dies das Bearbeitungszentrum – am Einzelstab. „Durch den Schweißprozess gibt es noch Toleranzen. Jetzt können wir sicher sein, dass die Positionierung zu 100 Prozent passt“, berichtet Ruoff.
Farbige Profile sind anspruchsvoll
Ferner entfernt die Maschine mit ihren Klingen und Fräsen die Schweißwulst an den Ecken – auch vollautomatisch, auch in zwei Minuten. Dabei kommt es auf eine hohe Präzision an. „Während bei weißen Fenstern eine Nut eingezogen wird, muss bei farbigen Rahmen der Abbrand ganz glatt abgestochen werden, ohne dass der weiße Profilgrundkörper zum Vorschein kommt“, erläutert Ruoff. Da das Unternehmen inzwischen zu 80 Prozent farbige Profile verarbeite, sei das eine wichtige Anforderung an die neue Maschine gewesen. Nicht unerwähnt lassen möchte der Geschäftsführer, dass das neue Gealan-Profil eine Aluminium nicht unähnliche Farbe ermögliche. „Das wird bei den Architekten ein Pluspunkt sein“, ist Ruoff überzeugt.
Ein Rahmen hat inzwischen das Ende der Linie erreicht. Nichts geht mehr. Erst muss ein Mitarbeiter diesen von Hand in den Wagen vor der Anlage stellen. So soll das aber nicht mehr lange weitergehen. „Im April wird eine automatische Abstapelungseinheit in Betrieb gehen, die die fertigen Rahmen automatisch entnimmt“, gibt Ruoff bekannt. Dann müsse nur noch jede Stunde einmal der Wagen gewechselt werden. Damit der Ablauf in der Fertigung optimiert vonstattengeht, setzt Ruoff auf ein Gesamtkonzept. Dazu gehört auch der neue Paternoster, der nun die Profilstäbe enthält, die vorher in 20 Kassetten Platz fanden. „Wir sparen dadurch sehr viel Platz“, schildert Ruoff. „Zuvor haben wir sechs Meter für die Kassette und noch mal sechs Meter zum Herausziehen der Stäbe benötigt.“ Nun entnimmt der Mitarbeiter die Profilstäbe auf einer für ihn idealen Höhe und legt sie direkt auf die Säge, die zur Hälfte vor dem Paternoster positioniert ist. Das verkürze Laufwege und spare Zeit.
Amortisierung bald erreicht
Mit der neuen Schweiß-Putz-Linie fertigt Ruoff im Schnitt 150 Einheiten am Tag. In der Hochphase sind es bereits jetzt 200, denkbar wären 240. „Für die Zukunft haben wir genug Reserven“, hebt Ruoff hervor. Wenn die Geschäftsentwicklung weitergehe wie bisher – im vergangenen Jahr steigerte das Unternehmen seinen Umsatz um acht Prozent im Verhältnis zum Vorjahr – seien die Anschaffungskosten von zirka einer halben Million Euro in drei Jahren amortisiert, freut sich Ruoff.