Innovationsalarm im Schwabenland: Pünktlich zum ersten Jahreshöhepunkt in den Münchner Messehallen hat Geiger Antriebstechnik eine Lösung für die sichere Bedienung der Verschattung in Closed Cavity Fassaden (CCF) fertig; GFF erklärt.
Closed Cavity Fassaden, die das Kastenfensterprinzip aufgreifen, sind auf dem Vormarsch, die Firma Gartner in Gundelfingen (Permasteelisa Group) gilt als Treiber dieses Ansatzes. Eifrig diskutiert wird gerne, wie dauerhaft sicher die Verschattung – etwa mit Raffstore – zwischen den Scheiben angetrieben werden kann. Der Grund liegt auf der Hand. Zwar, sagt Dr. Marc Natusch von Geiger Antriebstechnik, sei nicht ganz klar, wie hoch die thermische Belastung in der Closed Cavity wirklich sei. Aber: „Es wird verdammt heiß.“ Schon auf der R+T 2012 sah sich der Geschäftsführer darob mit Kundenanfragen nach einem Antrieb für 90 Grad Celsius und mehr konfrontiert. Offenbar hat das Thema die Geiger-Ingenieure im schwäbischen Bietigheim nicht mehr losgelassen; der Spezialist für Antriebslösungen in den Produktgruppen Raffstore, Rollladen, Markise, innen liegender Sonnenschutz ging fremd, nämlich in Richtung Fassade, um die Anforderungen an die Antriebskomponenten für die CCF zu verstehen. Zur Bau stellt das hervorragend beleumundete Unternehmen mit einem Umsatz von 42 Millionen Euro und mehr als 300 Beschäftigten, davon gut 220 in der Produktion, unter dem Namen Geiger System Inline (GSI) eine Antriebslösung für CCF vor, die sich aus Antrieb, Umlenkgetrieben, Kupplungselement und eigendichtender Durchführung durchs Aluminiumprofil zusammensetzt.
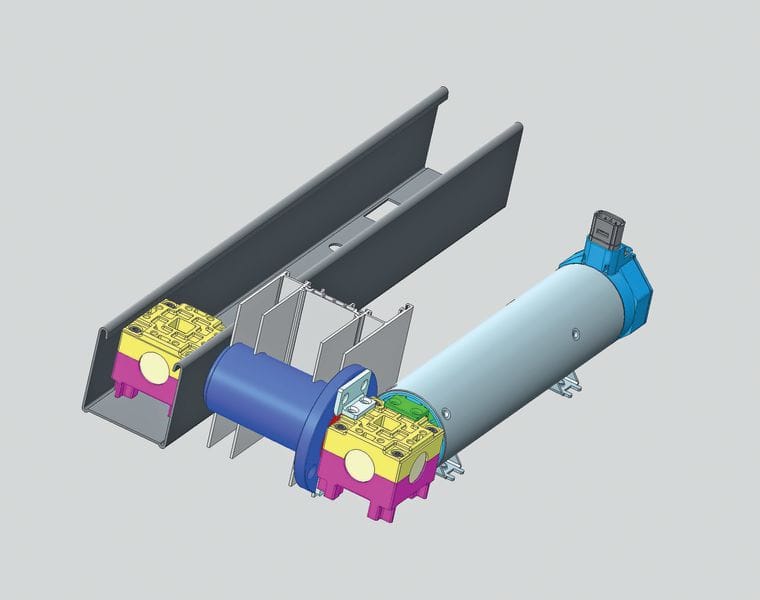
Besser: Geiger lässt vorstellen, denn die Umsetzung ist bei einem Kunden auf der Messe präsent. Die Entwicklung besteht aus einem Antrieb, der über ein Umlenkgetriebe im Inneren mit der Wendestange des Raffstores verbunden ist; ein weiteres Getriebe, das an den Antrieb angeflanscht ist, dient der luftdichten Durchführung durchs Aluprofil. Natusch: „Entscheidend ist, dass die Komponenten Antrieb, Umlenkgetriebe, Durchführung alle von uns kommen, so exakt spielreduziert aufeinander abgestimmt sind und via Plug an Play-Prinzip montiert werden.“
Die Details müssen passen, damit die Teile des Systems reibungslos miteinander arbeiten. Daher sei es wichtig, dass bei GSI die Komponenten „sauber fluchten, also keinen Versatz aufweisen“; ist bei der Durchführung der Stab etwa nicht exakt in das Winkelgetriebe eingepasst, gibt es Probleme. Jeder Versatz führt zur frühzeitigen Abnutzung des Systems, zu Undichtigkeiten, Störgeräuschen und irgendwann zu Antriebsstörungen; Geiger hat als Systementwickler die komplette Lösung für mehr als 10.000 Zyklen (je einmal Verfahren des Raffstores nach unten und oben) ausgelegt und trägt durch die Auslegung des gesamten Antriebsstrangs (alle Komponenten sind aufeinander abgestimmt) dafür Sorge, dass das Gesamtsystem für die Lebensdauer den störungsfreien Betrieb zulässt.
Wie soll GSI in den Markt kommen? Natusch sieht mehrere Optionen: Es könne der Sonnenschutzhersteller, der Fassadenproduzent oder der Fassaden-/Metallbauer sein, der die Lösung integriert bzw. im Fall des Fassadenbauers montiert. Beim besagten Bau-Aussteller habe die Entwicklung bereits Eingang in die Unterlagen gefunden. Klar ist, dass ein Antriebssystem für die Verschattung in CCF bei vielen auf der Wunschliste steht, weil es sich bei dieser Problemstellung um einen echten Hemmschuh für den ansonsten zukunftsfähigen Fassadentyp handelt. Laut Natusch sind Stand Januar 2015 keinerlei Exklusivvereinbarungen bei den schwäbischen Tüftlern mit dem legendären Qualitätsanspruch anhängig; bei den bisherigen Produkten liegt die Rücklaufquote bei höchstens 0,09 (!) Prozent.